电 话:13931562897
网 址:www.tsjljs.com
邮 箱:jinluncaigang@163.com
网 址: www.tsjljs.com
地 址:河北省玉田县鸦鸿桥镇京沈高速出口南200米路西

型钢应进行校直后方可进行锯切。单件锯切的构件,先划出号料线,然后对线锯切。成批加工的构件,可预先安装定位挡板进行加工。加工精度要求较高的重要构件,应考虑预留适当的加工余量,以供锯切后进行端面精铣。锯切时,应用广泛彩板拱形屋顶应注意切割断面垂直度的控制。在进行气割操作时应注意以下工艺要点:气割前必须检查确认整个气割系统的设备和工具全部运转正常,并确保安全。气割时应选择正确的工艺参数。切割时应调节好氧气射流风线的形状,使其达到并保持轮廓清晰,风线长和射力高。气割前,应用广泛彩板拱形屋顶设计应去除钢材表面的污垢、油污及浮锈和其它杂物,并在下面留出空间,以利于熔渣的吹出。气割时,必须防止回火。为了防止气割变形,操作中应先从短边开始;应先割小件,后割大件;应先割较复杂的,后割较简单的。矫正和成型

网架的除锈防腐施工工序及方法 1 .工艺流程:基面清理——底漆涂装——面漆涂装2. 基面清理:根据设计要求、应用广泛彩板拱形屋顶设计及实际施工经验,网架除锈可采用手工机械除锈,机具采用砂轮机、钢丝刷、砂布进行除锈,表面形成的粗糙度控制台40微米左右。网架杆件,螺栓球节点的铁锈、焊缝药皮、焊接飞溅物、油污、尘土等杂物清理干净,做到被涂表面无锈蚀、无油污、无水渍、无灰尘,除锈完后须在12小时内刷底漆。 3. 底漆涂装:按A:B:C=10:1:0.3充分搅拌均匀,配制后须在12小时内刷完。刷漆时要勤沾、短刷,且涂刷方向要一致,接槎整齐,待初遍干燥后,再刷二遍,二遍涂刷方向要与初遍涂刷方向垂直,以保证漆膜厚度均匀一致。底漆涂装后需4-8h才能达到表干,表干前不得涂装面漆。 4. 头道面漆涂装:按A:B=10:1的比例配制并充分搅拌均匀,保证色泽一致、粘度及稠度不流坠、不显刷纹。在使用过程中应不断搅和,涂刷方法与底漆相同。彩板拱形屋顶设计一般都是高空作业,网架结构比较复杂,杆件多,增加除锈难度,给施工带来很大的难度和风险性,所以施工成本相对来说高一点。

目前国内拱形波纹钢屋盖结构工程中采用的彩涂钢板,绝大多数是由宝钢生产的热镀锌彩色涂层钢带,也有一小部分是生产的热镀铝锌彩色涂层钢带。应用广泛彩板拱形屋顶设计这两种彩涂钢板的基板均为冷连轧钢带。冷连轧钢带经热镀锌或热镀铝锌工艺后,材料的力学性能会产生一些变化滦县应用广泛彩板拱形屋顶设计拱形波纹钢屋盖结构在国外已有一百多年的应用历史,我国自90年代初开始应用。 由于其具有用料省、施工速度快、跨越能力大、防水性能好、造价低等优点,很适合我国国情,因此在短短十余年间,这种结构在我国已完成了从无到有,到大量应用的发展历程。据不完全统计,目前国内已有这种结构的施工单位100多家,已完成建筑面积400多万平方米。
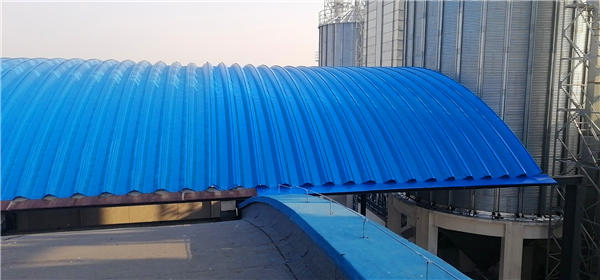
MIS240型拱形屋顶如何采光?应用广泛彩板拱形屋顶设计的采光主要有两种作法:⑴在MIS240型拱形槽板的壳板上开口,代之以银河采光板。⑵局部改变拱高,MIS240型拱高变化处的竖立面用滦县应用广泛彩板拱形屋顶采光板封闭。采光出处的开口不预留,待结构完成后,用等离子切割机杂一结构上开孔。采光板安装完毕后,开孔处用密封胶封闭。MIS240型采光处结构要加强。